
Impianto Chrysalis F117 per la produzione di mascherine codice prodotto: 25401






 scorri le foto orizzontalmente
scorri le foto orizzontalmente 
Affrettati! Questo prodotto è già stato visto 6066 volte! Non fartelo scappare!
Dati tecnici:
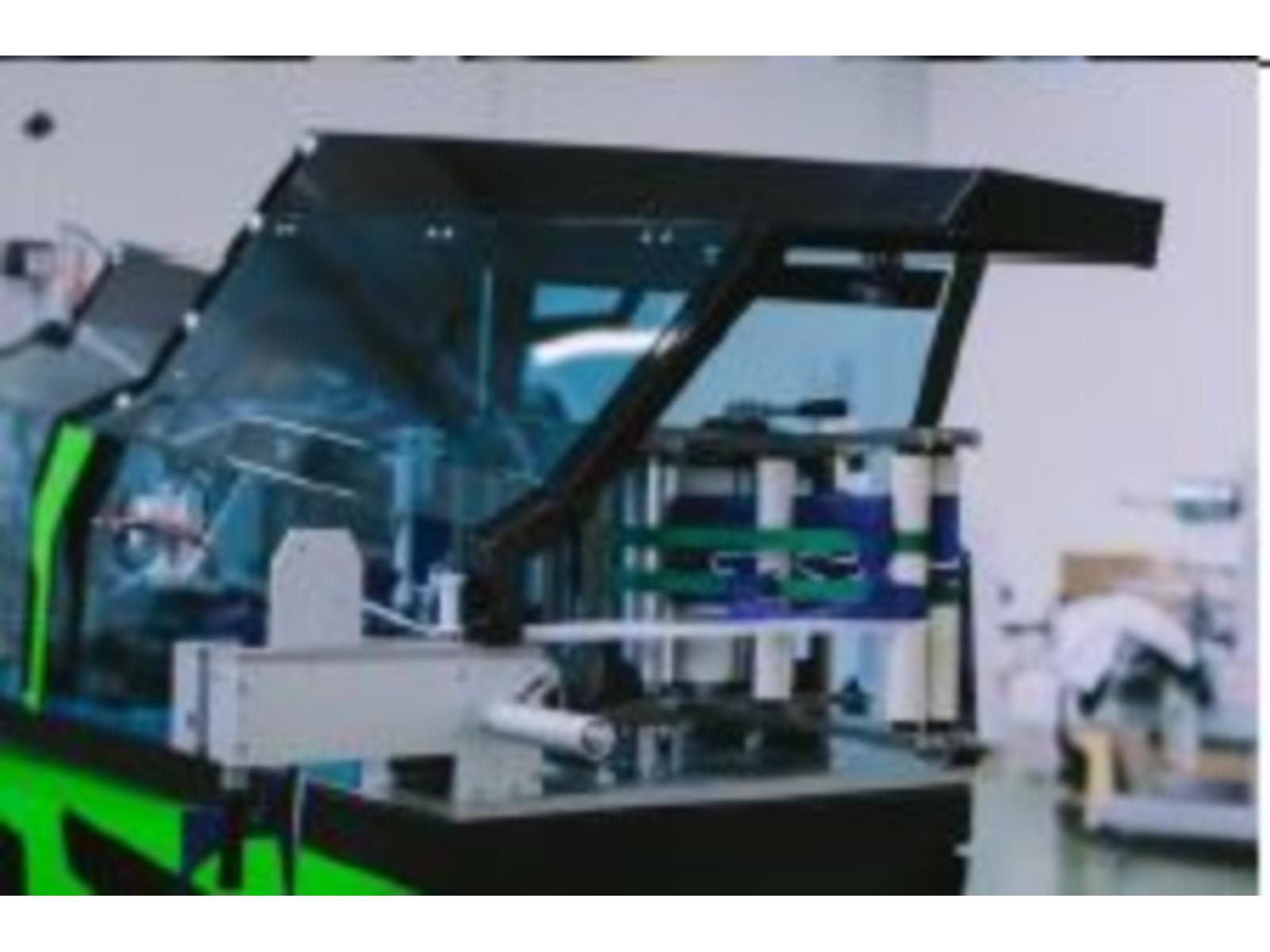
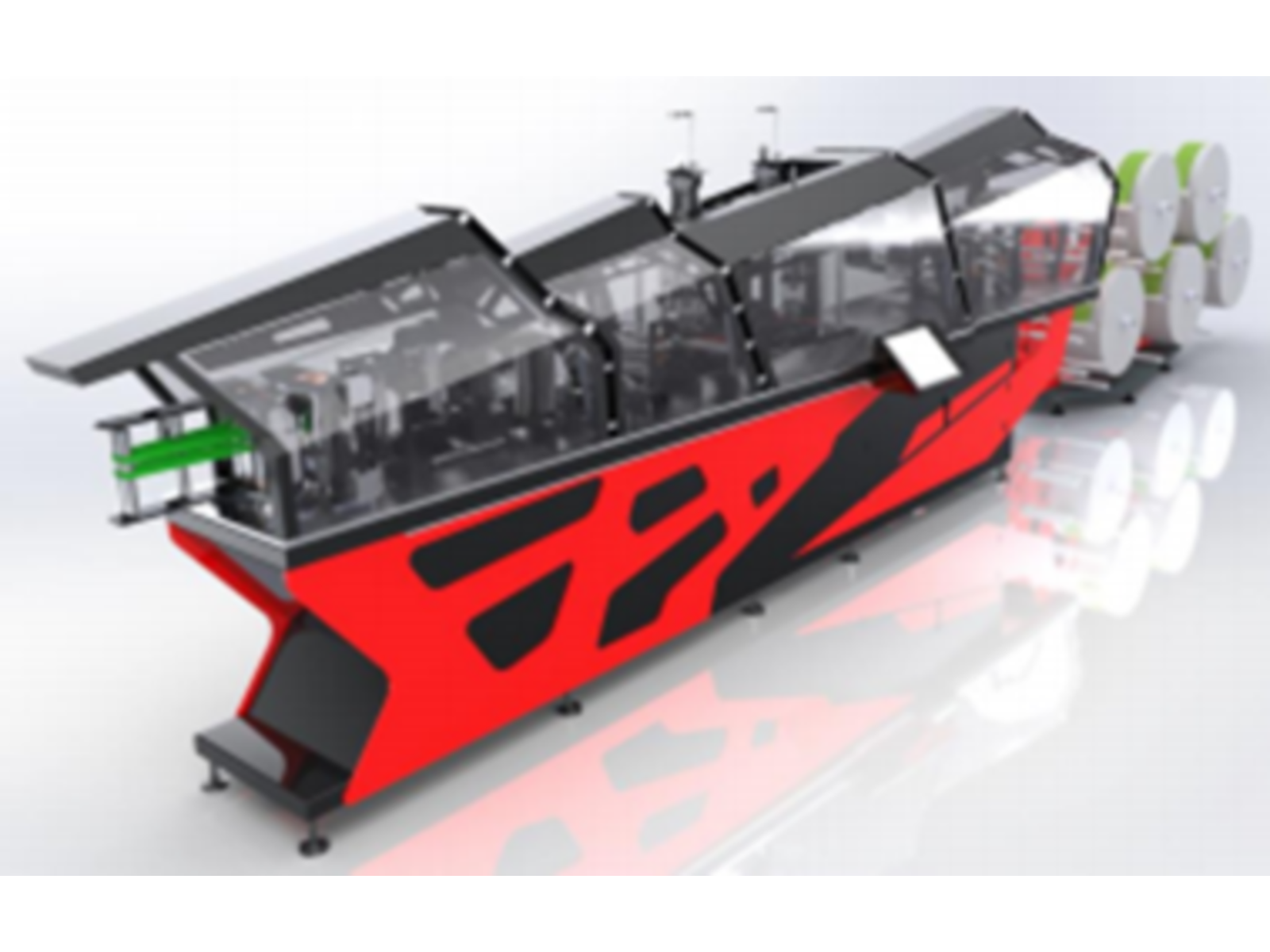
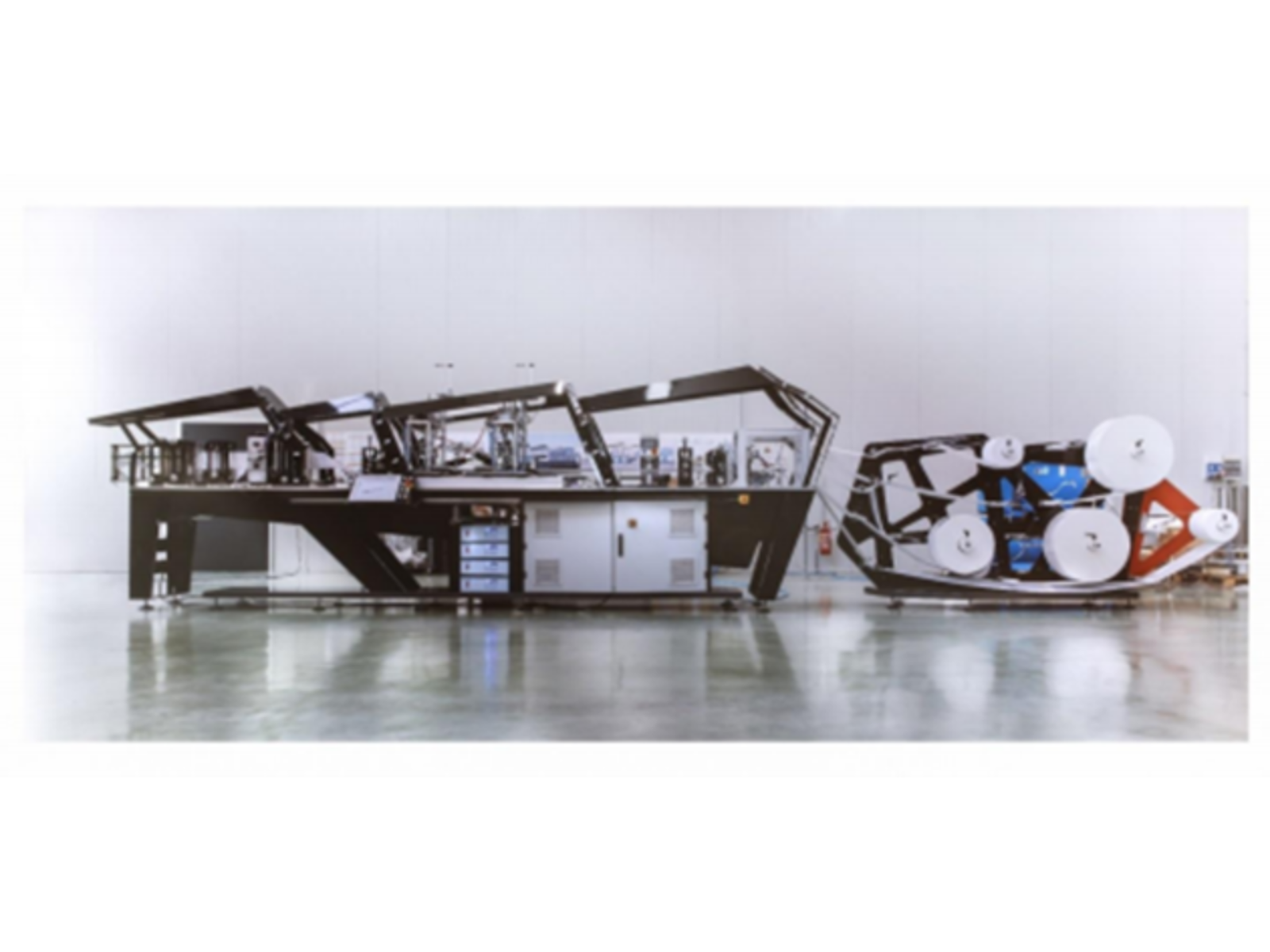
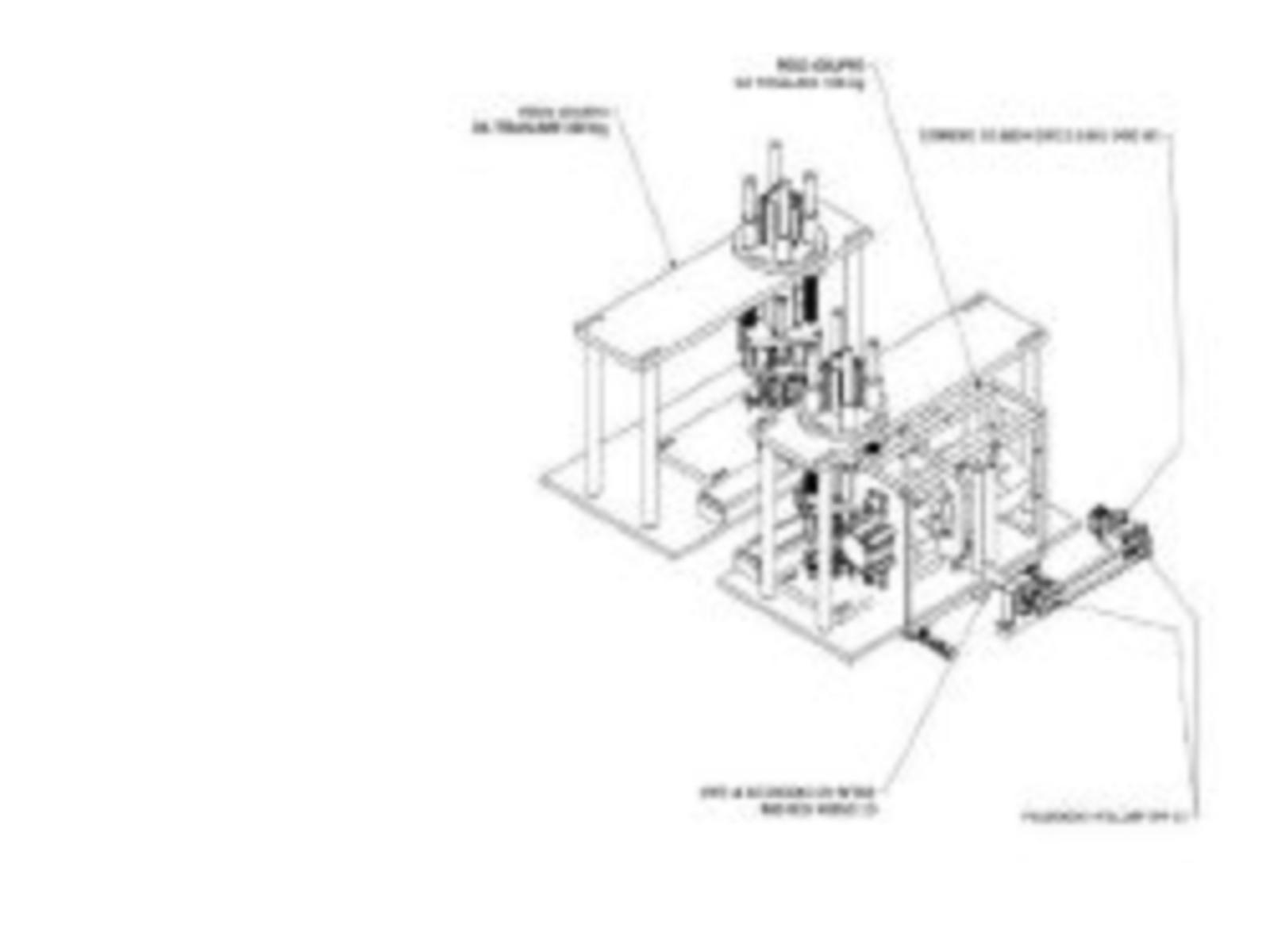
ENGLISH TRANSLATION BELOWImpianto automatico per la produzione di mascherine facciali di protezione chirurgiche e/o DPI FFP2, in tessuto-non-tessuto, con applicatore automatico di nasello ed elastici denominato CHRYSALIS F117 – SERIE 3000
COMPOSIZIONE:
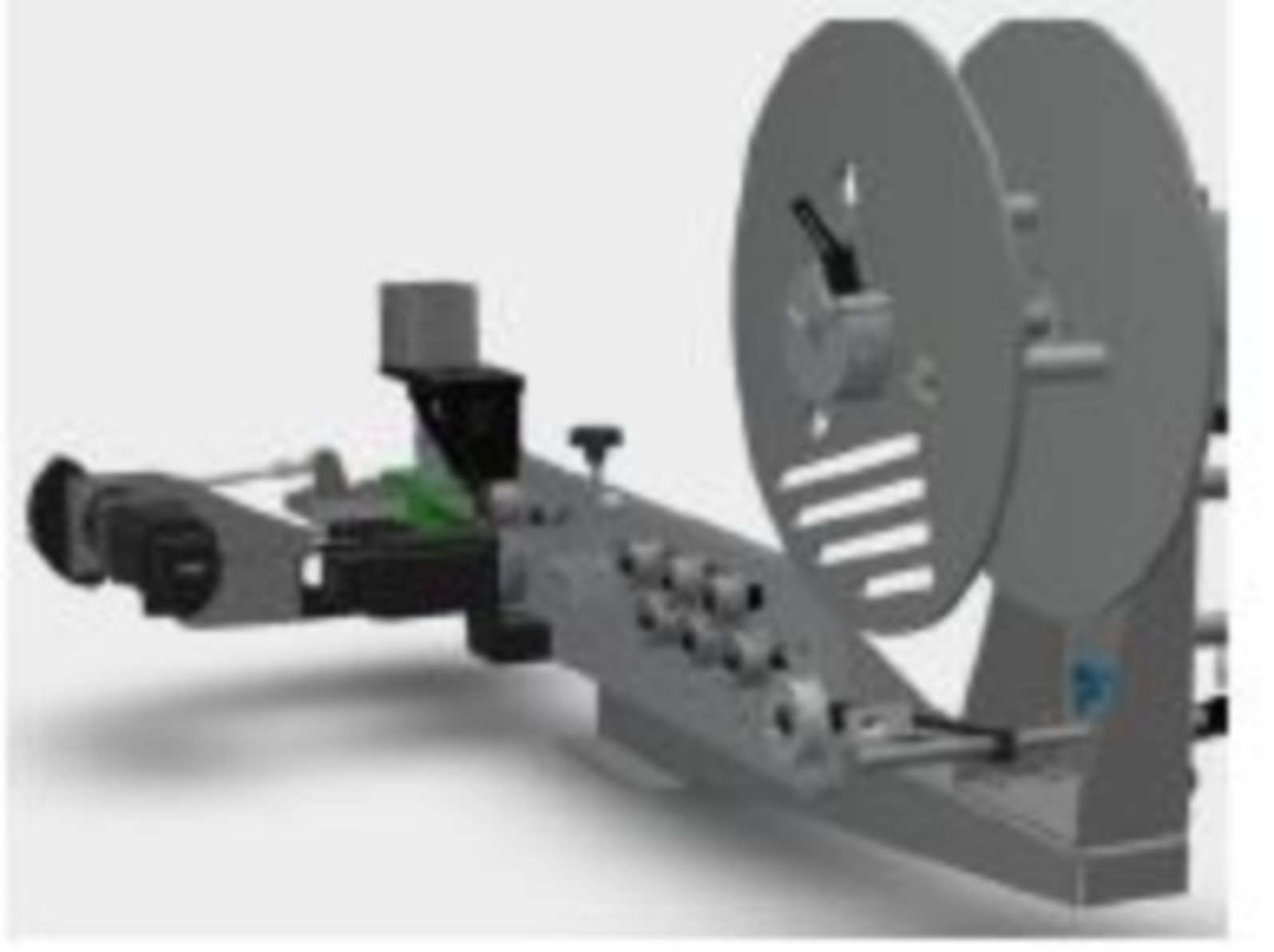
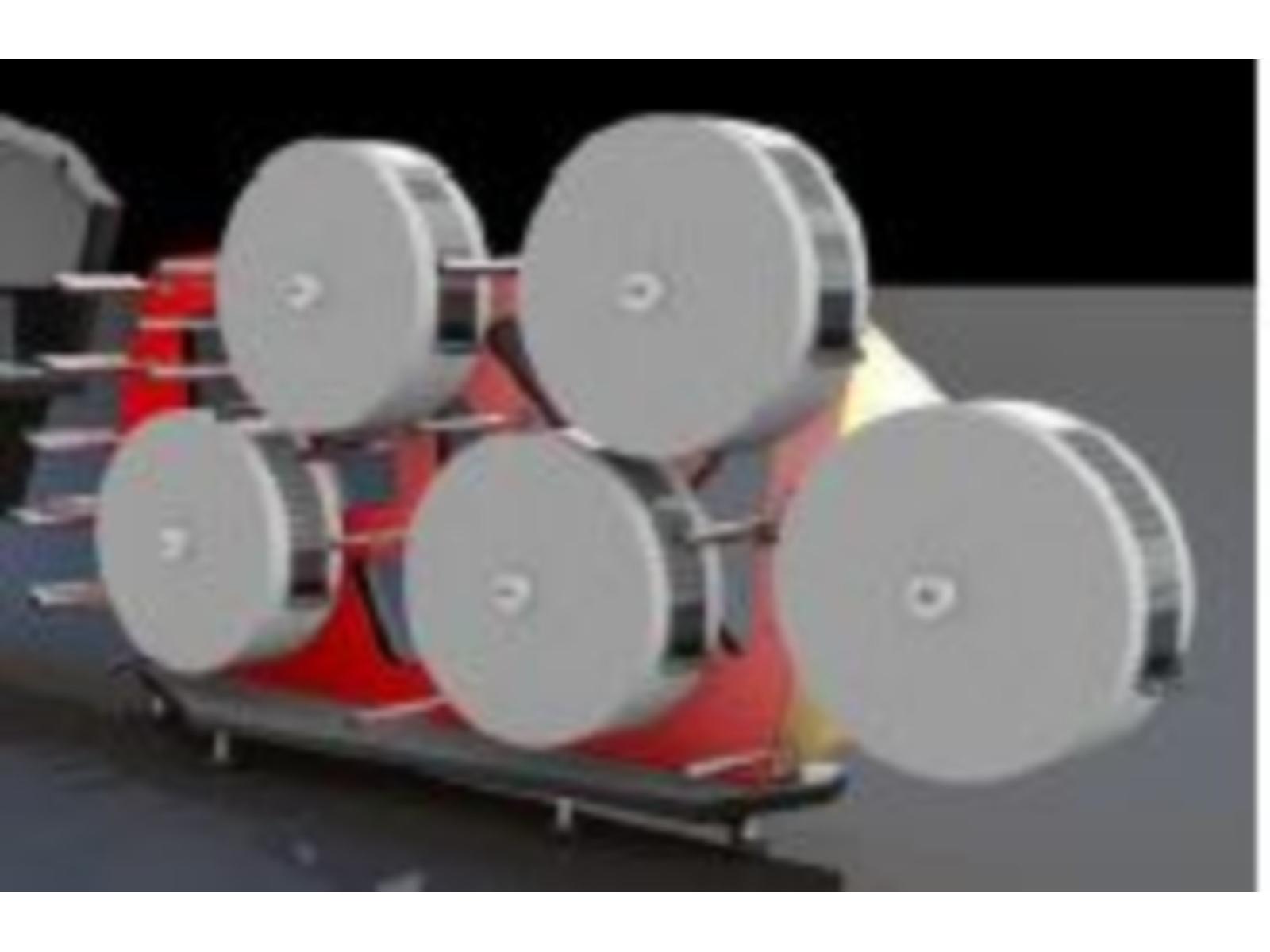
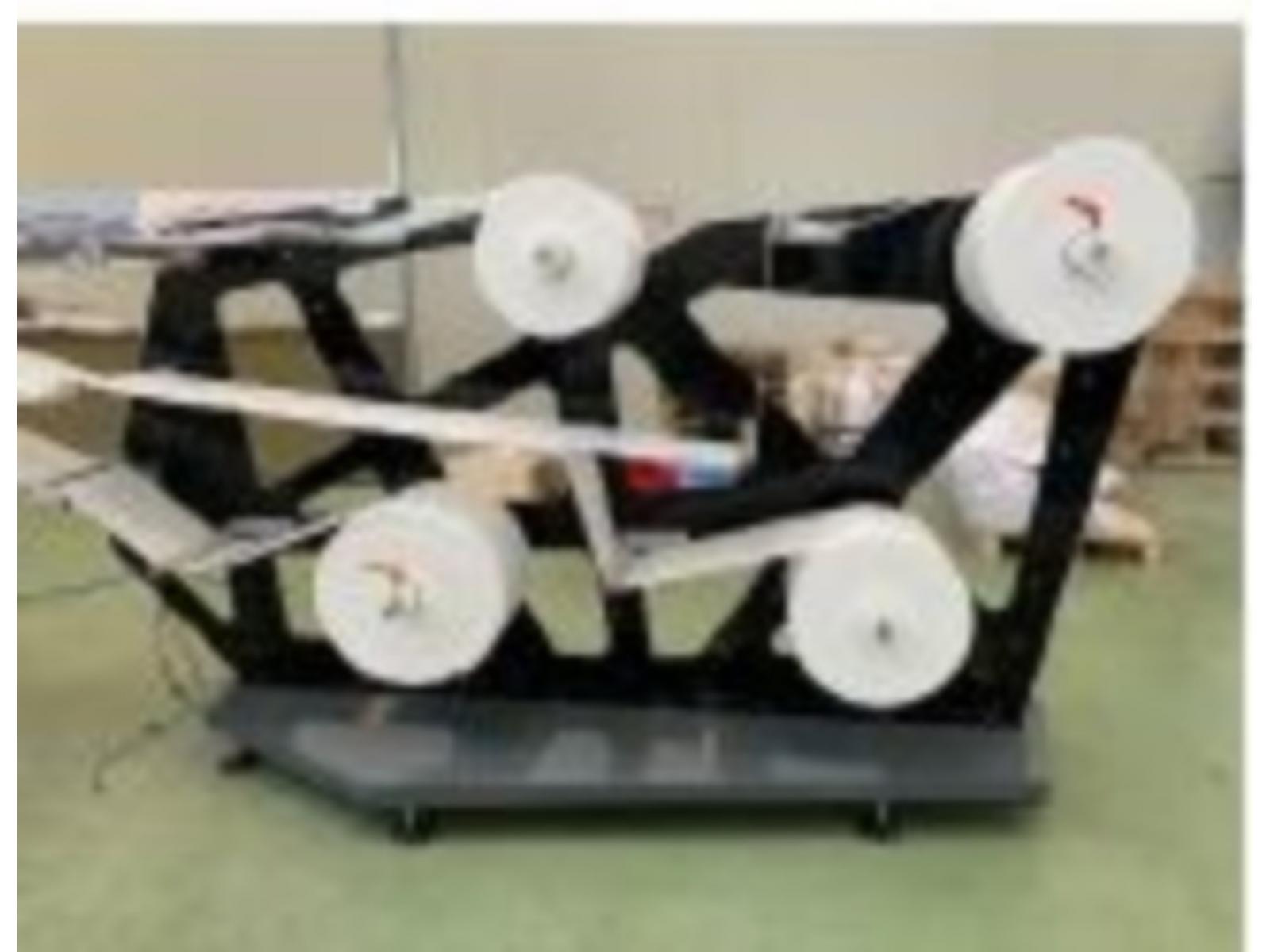
-una stazione di carico materiale in bobina fino a 5 bobine
-gruppo formazione e inserimento del nasello all’interno degli strati di tessuto
-pannello di controllo
-gruppo rotativo per la saldatura ad ultrasuoni del profilo aperto della mascherina
-traino primario
-stazione traslante a inseguimento con due castelli per la formazione, saldatura ad ultrasuoni e taglio degli elastici
-traino secondario in asse elettrico
-convogliatore per la piega
-traino verticale
-gruppo di saldatura ad ultrasuoni piano pneumatico su piano mobile ad inseguimento
-registro di fase meccanico
-fustellatore verticale meccanico in asse elettrico
-traino d’uscita con cinghie e prolunga per l’uscita del prodotto
-convogliatore di sfrido
FUNZIONAMENTO
SVOLGITORI:
Svolgitori fino a 5 rotoli.
Da un gruppo porta bobine arrivano i nastri inferiori di tessuto-non-tessuto che si inseriscono entro i primi due rulli di convogliamento.
INSERIMENTO NASELLO
Un gruppo eroga, taglia ed inserisce automaticamente a passo il nasello tra i tessuti.
Il tessuto superiore viene avviato entro la macchina chiudendo il nasello che rimane fissato per attrito dentro gli strati.
GRUPPO DI SALDATURA ULTRASUONI ROTATIVO
Un rullo inciso a disegno ruota azionato da un motoriduttore Brushless.
Alla base il sonotrodo permette di imprimere e saldare la sagoma della mascherina aperta e fissare ai lati i tessuti creando un nastro rigido.
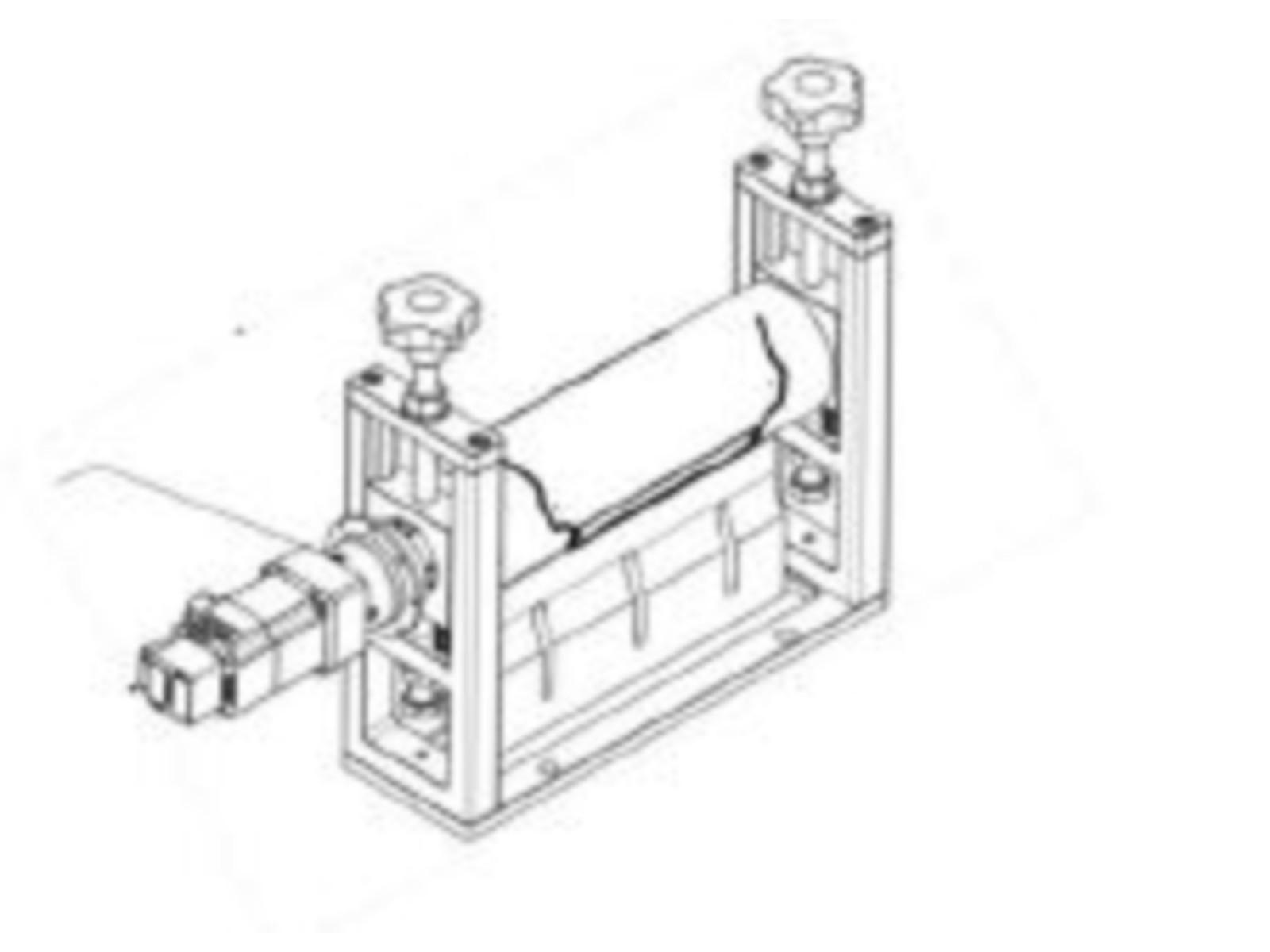
GRUPPO DI TRAINO
I traini in asse elettrico gestiscono la tensione del materiale lungo tutta la linea e permettono di mantenere il registro di fase al variare della velocità di linea.
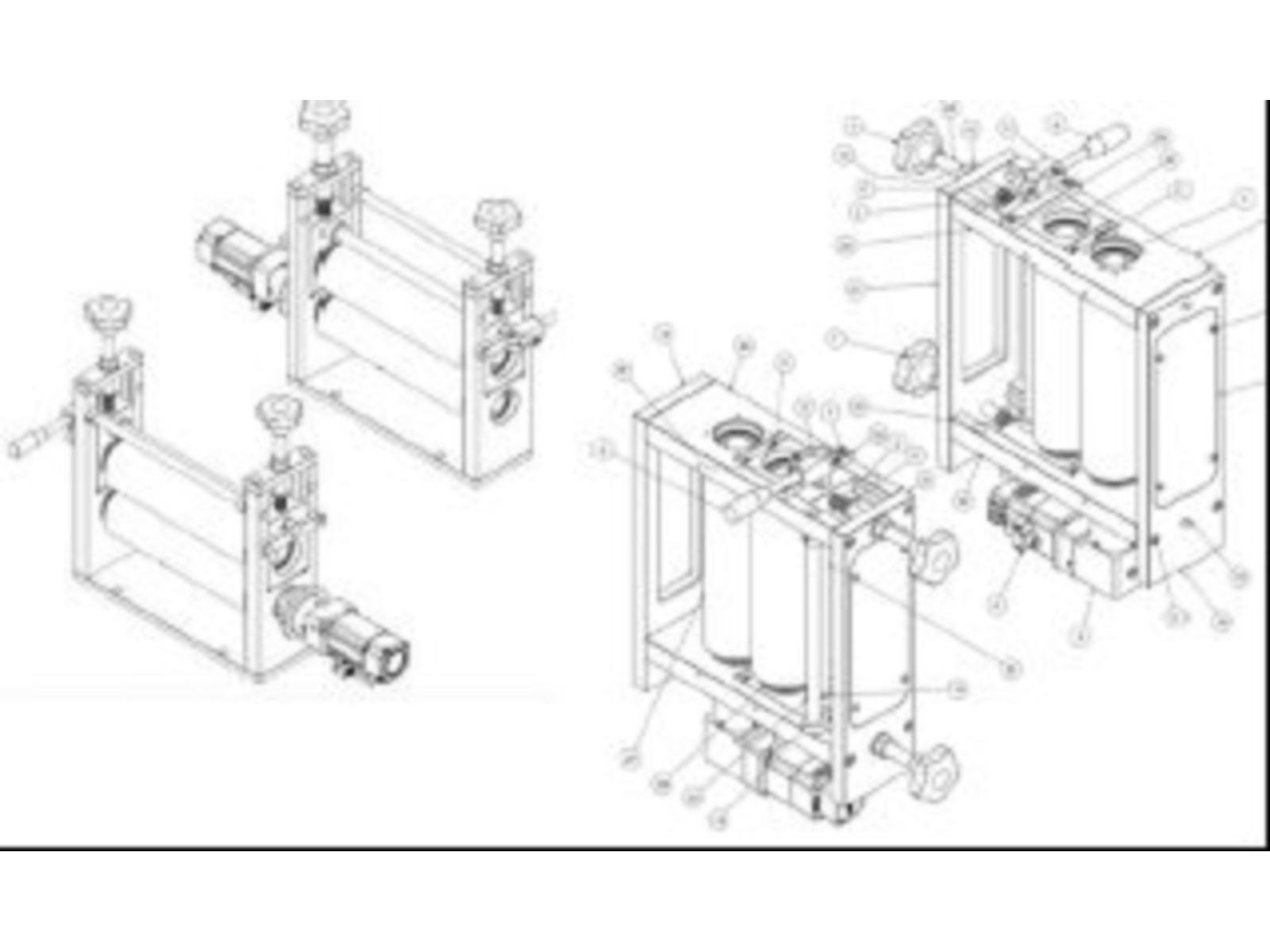
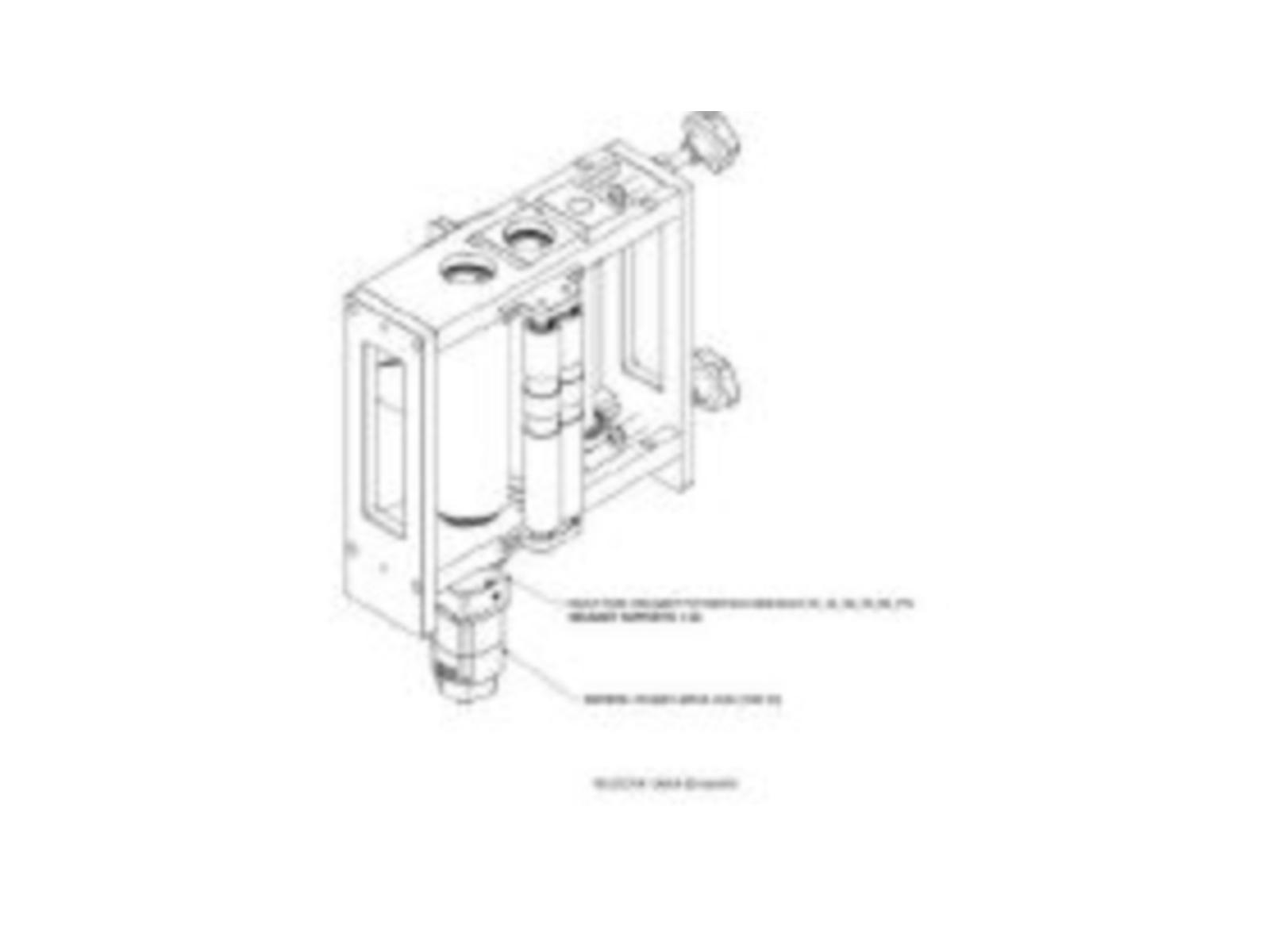
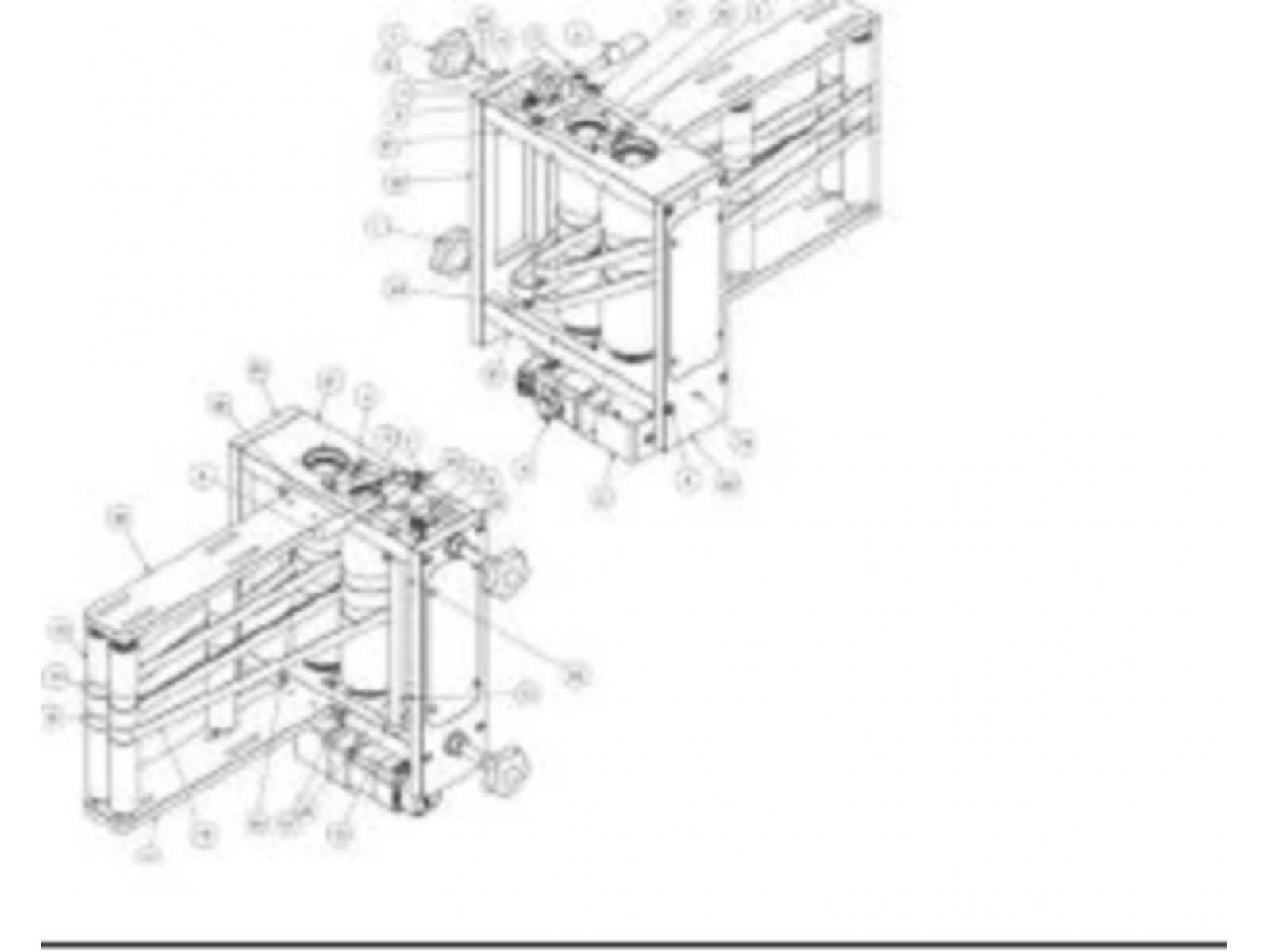
SALDATURA ELASTICI
Gli elastici vengono trainati da micromotori che alimentano i gruppi di deposito, saldatura e taglio sul tessuto ancora aperto. I sonotrodi scendendo pneumaticamente saldano le parti terminali sul tessuto. I gruppi a sviluppo verticale sono montati su una piastra che scorre su guide lineari. Il motore Brushless permette al gruppo di inseguire il film alla stessa velocità del nastro.
PIEGA DEL NASTRO
In uscita dal primo traino, una lama inclinata triangolare permette la piega a metà del tessuto. Il tessuto piegato viene convogliato attraverso rulli al primo traino verticale in asse elettrico.
STAZIONE DI SALDATURA ULTRASUONI PIANA VERTICALE
Il nastro così piegato, guidato dai rulli e tenuto in tensione tra i due traini di fine linea, subisce la seconda saldatura sigillando la parte inferiore della mascherina.
Il gruppo è composto da un punzone piano sagomato messo in pressione da un pistone pneumatico contro il sonotrodo.
La saldatura avviene mentre il nastro di tessuto scorre.
La struttura scorre su guide lineari mosse da un motore Brusshles che insegue il moto.
FUSTELLA ROTATIVA MECCANICA VERTICALE
Dopo la saldatura verticale un gruppo a rulli mosso meccanicamente consente la rapida messa a registro del nastro con la fustella rotativa meccanica che taglia a registro il profilo esterno della mascherina.
USCITA MACCHINA
Nella parte finale della macchina è montato un traino in asse elettrico con delle cinghie che spostano il prodotto finito fuori dalla macchina verso una linea di impacchettamento.
COMANDI ESTERNI
- emergenza a fungo
- bianco di ripristino
- marcia
- arresto rapido.
Dal pannello operatore è possibile impostare:
- velocità di produzione
- tensione del materiale tra i vari traini
messa a registro il gruppo fustella meccanica e gruppo di saldatura piano - tutti gli allarmi sono visibili graficamente indicando immediatamente il punto in blocco.
DATI DI INSTALLAZIONE
Tensione 380 v Potenza installata 10 kw Aria compressa 8 bar costanti
Produttività variabile in funzione della potenza e caratteristica dei gruppi ultrasonici, della forma saldante e del materiale
mediamente 40-60mila pz/gg 24h
Peso 1.500 kg
Dimensioni 10,5x 1,5mt (portarotoli incluso) (la lunghezza può variare in funzione degli optional aggiunti)
COMPONENTISTICA
Display LCD Touch screen: SIEMENS/ASEM 15” Pulsanteria: TELEMECANIQUE Componenti elettro-meccanici SIEMENS CPU PLC: SIEMENS Motori e azionamenti: SIEMENS
OPTIONAL DISPONIBILI:
Traino in asse elettronico aggiuntivo
Stampante digitale in linea sj-6 a 4 teste, fascia max lavoro 45 mm montata su appositi supporti
Fustella per geometria semimaschera facciale ad hoc per Cliente
Know how per la certificazione CE
Tutti gli allacciamenti da e per la macchina
Collegamenti alla rete di distribuzione dell’aria compressa
Collegamento alla rete elettrica
ESEMPIO DI PRODOTTO FINITO REALIZZABILE
Mascherina facciale a coppetta di tipo chirurgico (chiusa ai lati) e/o DPI ffp1/ffp2, fino a 5 veli. Si precisa che la tipologia della mascherina e la relative caratteristiche dipendono dal tipo di tnt utilizzato. Certificazioni della mascherina e scelta del materiale impiegato sono indipendenti dalla funzionalità dell’impianto.
NEUGART
FESTO o SMC
DISPOSITIVI DI SICUREZZA E MARCATURA “CE”
L’impianto è conforme a tutti i requisiti delle seguenti Direttive Europee: - DIRETTIVA MACCHINE 2006/42/CE
- DIRETIVA BASSA TENSIONE 2014/35/ue
- DIRETTIVA BASSA COMPATIBILITA’ ELETTROMAGNETICA 2014/30/UE nonché alle loro modificazioni e/o aggiornamenti ed alle disposizioni che ne attuano il recepimento all’interno dell’Ordinamento Legislativo Nazionale del Paese di destinazione e utilizzo della macchina.
Per la costruzione sono state rispettatele seguenti norme tecniche:
- UNI EN 12100: 2010 ‘’Sicurezza del Macchinario – Principi generali di progettazione – Valutazione del rischio e riduzione del rischio”;
- CEI EN 60204-1 “Sicurezza del Macchinario – Equipaggiamento elettrico delle macchine”. Particolare attenzione è stata posta alla sicurezza operativa:
presenza di ripari nei punti di potenziale pericolosità̀
presenza di più̀ pulsanti di emergenza dislocati nei punti di comando - moduli di sicurezza e velocità dedicati e indipendenti dal PLC di macchina, per la gestione di tutti i dispositivi di sicurezza ad essi collegati conformemente alle più̀
Impianto pienamente rispondente a quanto previsto dal paradigma “INDUSTRIA 4.0” al fine di beneficiare del Credito D’Imposta previsto dalla L. 27/12/2019 n. 160 art. 1 commi da 184 a 194.
ENG:
Automatic plant for the production of surgical and/or DPI FFP2 protection face masks, in non-woven fabric, with automatic nose pad and elastic applicator called CHRYSALIS F117 - SERIE 3000
COMPOSITION:
-one material loading station in reel up to 5 reels
-A group for the formation and insertion of the nosepiece inside the fabric layers
-Control panel
-rotating unit for ultrasonic welding of the open profile of the template
-primary drive
-Traversing tracking station with two castles for forming, ultrasonic welding and cutting the elastics
-secondary drive in electric axis
-conveyor for bending
-vertical drive
-Pneumatic plane ultrasonic welding unit on mobile plane with tracking system
-mechanical phase register
-mechanical vertical die-cutter on electric axis
-exit conveyor with belts and extension for product exit
-scrap conveyor
OPERATION
UNWINDERS
Unwinders up to 5 rolls.
The lower non-woven belts arrive from a reel-holder group and are inserted into the first two conveyor rolls.
INSERTION
A group automatically dispenses, cuts and inserts the nosecone between the fabrics.
The upper fabric is fed into the machine closing the nose piece that remains fixed by friction inside the layers.
ROTARY ULTRASONIC WELDING UNIT
A patterned engraved roller rotates driven by a Brushless gear motor.
At the base, the sonotrode makes it possible to imprint and weld the shape of the open template and fix the fabrics at the sides, creating a rigid tape.
TOWING GROUP
The electrically-assisted haul-offs manage the tension of the material along the entire line and make it possible to maintain phase register as the line speed changes.
ELASTIC WELDING
Elastics are towed by micromotors that feed the depositing, welding and cutting units on the fabric while it is still open. The sonotrodes descend pneumatically and weld the end parts on the fabric. The vertical units are mounted on a plate that slides on linear guides. The Brushless motor allows the unit to follow the film at the same speed as the tape.
BELT FOLD
At the exit of the first haul-off, a triangular inclined blade allows the folding of the fabric in half. The folded fabric is conveyed through rollers to the first vertical haul-off in electric axis.
VERTICAL FLAT ULTRASONIC WELDING STATION
The fabric folded in this way, guided by rollers and kept under tension between the two end-of-line hauls, undergoes the second welding operation, sealing the lower part of the mask.
The unit consists of a flat shaped punch put under pressure by a pneumatic piston against the sonotrode.
Welding takes place while the fabric web slides.
The structure slides on linear guides moved by a Brusshles motor that tracks motion.
VERTICAL MECHANICAL ROTARY DIE
After vertical welding, a mechanically driven roller unit allows rapid adjustment of the tape with the mechanical rotary die that cuts the outer profile of the template to register.
MACHINE EXIT
In the final part of the machine, an electrically-assisted haul-off is mounted with belts that move the finished product out of the machine towards a wrapping line.
EXTERNAL CONTROLS
- mushroom emergency
- white reset
- gear
- rapid stop.
From the operator panel it is possible to set
- production speed
- material tension between the various hauls
setting of the mechanical die-cutting unit and flat welding unit - all alarms can be seen graphically, immediately indicating the point in blockage.
INSTALLATION DATA
Voltage 380 V Installed power 10 kw Compressed air 8 bar constant
Variable productivity depending on the power and characteristics of the ultrasonic units, the welding shape and the material
on average 40-60 thousand pcs/day 24h
Weight 1.500 kg
Dimensions 10.5x 1.5mt (roll holder included) (length may vary depending on the options added)
COMPONENTS
LCD Touch screen display: SIEMENS/ASEM 15" Push button panel: TELEMECANIQUE Electro-mechanical components SIEMENS CPU PLC: SIEMENS Motors and drives: SIEMENS
AVAILABLE OPTIONS
Additional electronic axis drive
In-line digital printer sj-6 with 4 heads, max working range 45 mm, mounted on proper supports.
Customized die cutter for semi-mask geometry
Know how for CE certification
All connections to and from the machine
Connection to the compressed air distribution network
Connection to the electrical network
EXAMPLE OF FINISHED PRODUCT
Facial mask with surgical cup (closed at the sides) and/or PPE ffp1/ffp2, up to 5 veils. Please note that the type of mask and its characteristics depend on the type of TNT used. Certification of the mask and choice of material used are independent of the functionality of the implant.
NEUGART
FESTO or SMC
SAFETY DEVICES AND "CE" MARKING
The plant complies with all the requirements of the following European Directives: - MACHINE DIRECTIVE 2006/42/EC
- LOW VOLTAGE DIRECTIVE 2014/35/ue
- DIRECTIVE LOW ELECTROMAGNETIC COMPATIBILITY 2014/30/EU as well as their modifications and/or updates and the provisions that implement their transposition in the National Legislative System of the country of destination and use of the machine.
The following technical standards have been complied with for construction:
- UNI EN 12100: 2010 ''Safety of Machinery - General Design Principles - Risk Assessment and Risk Reduction";
- CEI EN 60204-1 "Safety of Machinery - Electrical Equipment of Machines". Particular attention has been paid to operational safety:
presence of guards at points of potential hazard̀
presence of multiple emergency pushbuttons located at the control points - dedicated safety and speed modules, independent of the machine PLC, for the management of all the safety devices connected to them in compliance with the most̀ important safety standards.
Plant fully compliant with the provisions of the "INDUSTRIA 4.0" paradigm in order to benefit from the Tax Credit provided by L. 27/12/2019 n. 160 art. 1 paragraphs 184 to 194.
B) Bene in buone condizioni d'uso, che è possibile vedere allacciato e funzionante, su appuntamento.
La garanzia sul macchinario è la sua funzionalità in ogni sua parte, ed è possibile visionare il collaudo.
Visibile a Padova
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
